 冰淇淋和冰沙的生产,灌装环节是品质控制的最后一道关口。前段工序做得再好——杀菌到位、均质充分、凝冻细腻——如果灌装环节的温度失控、计量不准、封口不严,前面的投入全部归零。
冰淇淋和冰沙的生产,灌装环节是品质控制的最后一道关口。前段工序做得再好——杀菌到位、均质充分、凝冻细腻——如果灌装环节的温度失控、计量不准、封口不严,前面的投入全部归零。
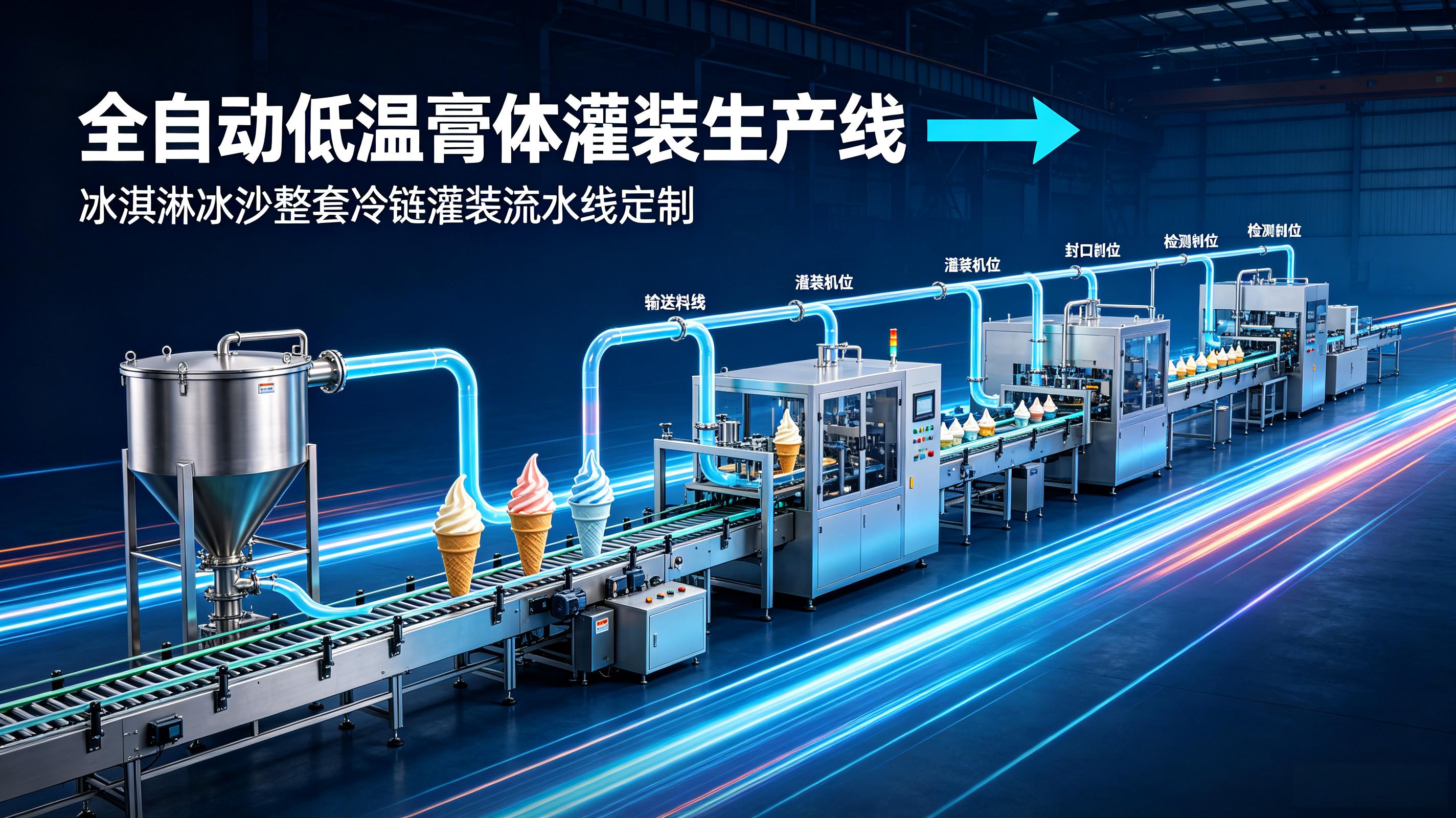
全自动低温膏体灌装生产线,不是把几台单机简单串联。它是一套从物料接收到成品包装的完整冷链灌装解决方案。整条线围绕一个核心目标运转:让冰淇淋膏体在全程低温、全密闭、全自动的条件下完成灌装和封口。
冰淇淋膏体从凝冻机出来后,温度通常在-4℃到-6℃之间。这个温度下,膏体是半固体状态,含有约30-150μm的气泡和10-5μm的冰结晶,是一个复杂的三相体系。
这个体系很脆弱。温度上升,冰晶融化、气泡合并、膏体变稀;温度下降,膏体过冷、流动性丧失、管道堵塞。
冷链灌装的核心任务,是在灌装的全路径上——从料斗到管道到灌装头——把温度波动控制在一个极窄的窗口内。这不是某一台设备能独立完成的。它需要料斗保温、管道夹层循环、灌装头独立温控三个环节协同工作。
分开采购设备的问题在于:各设备之间的温度控制是割裂的。灌装机有自己的温控,封口机有自己的温控,中间输送带没有温控。膏体从灌装机出来,经过常温输送带进入封口机,这段暴露在常温环境中的时间,足以让表层膏体温度上升2-3℃。温差带来的粘度变化,直接反映在封口质量上——杯口沾料、封口不牢。
整套冷链灌装生产线的逻辑是:从膏体进入料斗的那一刻起,到成品封口完成出线,全程处于受控的低温环境中。没有断点,没有暴露,没有温差跳变。
一条完整的全自动低温膏体灌装生产线,按工序顺序包括以下核心单元:
| 序号 | 单元名称 | 功能 | 冷链关键技术 |
|---|---|---|---|
| 1 | 恒温缓冲料斗 | 接收凝冻机来料,暂存并保温 | 夹层制冷循环,搅拌防沉积分层,温控精度±0.5℃ |
| 2 | 膏体输送泵组 | 将膏体从料斗输送至灌装头 | 转子泵或螺杆泵,低剪切,保温夹层管道全程伴冷 |
| 3 | 全自动灌装机 | 定量灌装入杯/盒/碗 | 伺服驱动计量,灌装精度±0.5%,防起泡灌装嘴 |
| 4 | 自动放盖/放膜系统 | 自动放置杯盖或封口膜 | 兼容卷膜和预制盖,定位精度高 |
| 5 | 全自动封口机 | 热封密封 | 军工级温控模块,封口合格率99.99%以上 |
| 6 | 视觉检测系统 | 在线检测封口质量和灌装量 | 自动剔除不合格品 |
| 7 | CIP在线清洗系统 | 整线自动清洗消毒 | 管路无死角,全密闭清洗循环 |
整条生产线由PLC中央控制系统统一调度。各单元的动作时序、温度参数、灌装量设定,全部在触摸屏上集中管理。操作者不需要分别调试每台设备,一键启动,整线联动。
整条生产线的冷链控制,有三个节点最容易出问题。
这是膏体在灌装线上路径最长、暴露面积最大的一段。普通不锈钢管道的热传导系数高,环境热量会迅速传入管内。如果管道没有夹层保温或伴冷措施,膏体在输送过程中温度会持续上升。
解决方案是双层夹套管——内管走膏体,夹层走循环冷媒。冷媒温度设定比膏体目标温度低2-3℃,持续带走环境传入的热量。管道弯头采用大半径设计,减少膏体流动阻力和果粒破损风险。
灌装头是膏体离开管道、进入容器的最后一个节点。这个位置频繁接触环境空气,是温度最容易波动的部位。传统灌装头没有独立温控,靠管道中膏体的余温维持温度,效果不可靠。
耘和机械的灌装头采用独立夹层保温结构,每个灌装头都有单独的冷媒循环回路。即使设备短暂停机,灌装头内的膏体也不会因温度上升而变质。
膏体灌装入杯后,到封口完成之前,杯口是敞开的。这段窗口期越长,膏体表层温度上升越多,杯口沾料的可能性越大。沾料会直接导致封口不牢——这是杯装冰淇淋封口不良的第一大原因。
整条生产线的设计原则是:灌装工位和封口工位紧邻,灌装完成后转盘立即将杯子转入封口工位,过渡时间控制在2秒以内。转盘式结构天然具备这个优势——灌装和封口在同一个转盘的不同工位同步进行,没有输送带带来的时间延迟。
全自动低温膏体灌装生产线,几乎没有两条是完全相同的。不同冷饮厂的产能、产品形态、杯型规格、车间布局千差万别。标准机型只能解决一部分问题,真正的价值在于定制化的整线方案。
定制一条生产线,需要确定以下参数:
| 定制维度 | 需要考虑的因素 | 对产线设计的影响 |
|---|---|---|
| 产能 | 每小时/每日产量目标 | 决定灌装头数量、转盘工位数、整线速度 |
| 产品形态 | 纯膏体/含果粒/含坚果/多色 | 决定灌装方式(活塞/转子泵)、通过粒径、是否需要二次灌装 |
| 包装形式 | 杯装/碗装/盒装/桶装 | 决定模具尺寸、封口方式、容器规格 |
| 封口方式 | 卷膜封口/预制盖封口 | 决定封口机类型、膜材/盖子的供料系统 |
| 车间布局 | 厂房尺寸、层高、现有设备位置 | 决定产线是直线排布还是L型/U型布局 |
定制的价值不在于“特殊”,而在于“匹配”。一台设备再先进,如果和你的产品、产能、车间不匹配,就是浪费。耘和机械的定制流程是:先勘测现场、确认参数、出具方案,再进入制造阶段。方案阶段可以反复沟通调整,直到所有细节确认无误,才开始生产。
整条生产线的性能,最终体现在三个指标上。
耘和机械的全自动低温膏体灌装生产线,灌装精度稳定在±0.5%。以每杯灌装100克计算,误差在0.5克以内。这个精度不是靠单一部件实现的——它依赖伺服驱动的精密计量泵、恒温条件下稳定的膏体粘度、以及精准的灌装嘴定位三个条件同时满足。
封口合格率是整条生产线可靠性的最终体现。耘和机械的封口系统采用军工级热封温控模块,配合压力闭环控制和在线视觉检测,封口合格率稳定在99.99%以上。每1万杯中,封口不合格品不超过1杯。
从料斗到灌装头,全线关键节点的温度偏差控制在±0.5℃以内。这是整条生产线冷链能力的综合体现——料斗温控、管道伴冷、灌装头独立温控,三者缺一不可。
武汉耘和智能机械有限公司坐落于武汉市长江新区智能制造产业园楚桥工业园,拥有2300平方米现代化标准厂房。公司专注于灌装、封口、旋盖、贴标及配套机械设备的研发与定制生产,产品覆盖杯/碗/盒罐装封口机、自立袋灌装旋盖机、自动焊嘴机、直线式给袋机、瓶装机等系列设备。
耘和机械的核心研发团队在灌装封口设备领域拥有15-20年从业经验。整条冷链灌装生产线的定制,涉及机械设计、电气控制、制冷工程、食品工程多个学科的交叉。方案能不能落地,产线能不能稳定运行,很大程度上取决于团队的项目经验。这些经验无法从书本中获得。
在核心性能指标上,耘和机械的灌装精度达到±0.5%,封口合格率稳定在99.99%以上。这些数据在已交付的产线上经过批量验证,不是实验室条件下的理论值。
Q1:整条生产线从方案到交付需要多长时间?
取决于产线的复杂程度和设备数量。一般流程是:现场勘测(1-2天)→方案设计(1-2周)→方案确认(视沟通效率)→设备制造(4-8周)→安装调试(1-2周)。整条产线从启动到投产,通常需要2-3个月。建议冷饮厂提前规划,预留充足的项目周期。
Q2:生产线能不能兼容多种杯型?
可以。好的定制产线支持模具快换和配方一键切换。更换杯径和杯高对应的模具后,在触摸屏上选择对应的配方参数(灌装量、封口温度、运行速度等),15-20分钟即可完成换型。如果产品种类较多,建议在方案阶段就明确所有需要兼容的规格。
Q3:含果粒的冰淇淋能不能在这条线上灌装?
可以。含果粒的物料对灌装系统的通过粒径有要求。方案设计时需要明确告知果粒的规格(直径、硬度),耘和机械会根据果粒特性选用转子泵输送+宽通道灌装阀的组合,确保果粒完整通过不堵料。
Q4:CIP清洗系统是标配还是选配?
对于冰淇淋膏体灌装生产线,CIP在线清洗系统强烈建议作为标配。冰淇淋含乳脂和糖分,设备管道内的残留物是微生物繁殖的温床。手动拆卸清洗不仅耗时,还容易遗漏死角。CIP系统可以在不拆卸设备的情况下完成清洗和消毒,大幅缩短换产时间,降低微生物污染风险。
Q5:整条生产线的占地面积大概多大?
取决于产能和工位数量。一条4头灌装、6工位转盘的产线,占地面积通常在10-15平方米左右(不含前端凝冻机和后端包装设备)。如果车间空间有限,可以采用L型或U型布局来优化空间利用。方案阶段会出具详细的设备布局图。
Q6:整条生产线的投资大概在什么范围?
价格取决于灌装头数量、工位数、自动化程度、非标定制要求。一条基础的4头全自动灌装封口生产线,投资通常在数十万元级别。如果涉及多色灌装、果粒添加、气调包装等特殊功能,投资会相应增加。建议冷饮厂根据产能规划、产品定位、投资预算综合评估,要求设备厂家提供整线方案和投资回报测算后再做决策。
本文基于行业技术标准与设备交付数据撰写,旨在为冰淇淋冰沙生产企业的整线设备选型提供技术参考。具体方案请结合产能规划、产品特性与设备供应商深入沟通。



